中小型FRP冷却塔可以通过片材成型或冷压成型。大中型冷却塔通常通过手糊法和喷涂法混合或通过手糊形成。压模法需要液压机和金属模具,设备投资大,模塑产品的尺寸有限。本节介绍了目前手糊成型逆流FRP冷却塔体过程。
模具制造是玻璃钢制品成型的基础,也是手糊成型工艺的主要设备。玻璃钢制品的质量主要取决于模具的质量。设计制造模具时,应考虑模具在使用过程中能保持要求的尺寸、易于制造、易于铺设、易于脱模、成本低廉,模具表面应光滑、致密、多孔。
圆形冷却塔外表面需要光滑,因此在制作模具前必须先制作过渡模(母模),然后再用过渡模制作模具。通过在模具上形成玻璃纤维增强塑料制品,可获得光滑美观的外表面。
(1)过渡模具1的制造过渡模具成形工具是以冷却塔中心为轴线的圆形逆流玻璃钢冷却塔体。因此,刮板作为成形过渡模型曲面的主要工具,可以作为旋转曲面的母线,塔身半径可以作为回转半径,绕中心轴旋转,从而达到方便成形的目的。刮刀机由旋转轴、臂和刮刀组成。
一个。旋转轴是定位中心,可以用无缝钢管加工。轴的上端钻有四个孔,并放置一个圆柱销,用于放置重物以判断轴的垂直度;轴的下端插入可调轴座,轴座上的调节螺钉可方便地将轴调整到垂直位置。法兰焊接在轴座底部,轴座可通过法兰上的四个螺栓孔固定在参考地面上。
b.旋转臂采用槽钢或角钢与钢板焊接而成。旋转臂的一端通过螺栓与旋转臂的底座连接,另一端铣削四个长孔。刮刀通过螺栓与刮刀连接,刮刀位置可左右调节。另外,固定垫圈用于固定旋转臂座的上下位置。
刮板是玻璃钢冷却塔成形表面的主要工具,它决定了冷却塔的形状、尺寸和精度。铲运机的大小必须准确,并符合塔体图纸上注明的尺寸。因此,在制造刮板时,应反复检查物料,以确保尺寸的准确性。刮板必须有足够的刚度,上端通过螺栓连接到臂上。
(2)过渡模具成形技术。成形工具首先将旋转轴设置在底座或平台上,将立式锤子放在轴的上部的汽缸销上,在找到轴的垂直位置后将轴固定,然后安装旋转臂,使其垂直于轴;放入刮刀并找到正确的位置。
湾模坯由瓷砖砌成,形成过渡模具的轮廓,施加水泥砂浆,然后推动连接在旋转臂上的成形刀片围绕旋转轴旋转,水泥砂浆在表面上旋转将模具均匀地平滑和刮擦。使用水泥砂浆时,应留1~2ram用于后期工艺的施工。
c.刮浆将801建筑胶、500号筛过的水泥和适量的水混合均匀,然后刮到过渡模水泥表面。这种水泥具有快干、防水、防潮的功能,能防止模具内的水蒸气向外蒸发。
经干燥固化1~2天后,可用环氧腻子刮除环氧腻子。将准备好的环氧腻子放在模具表面,然后均匀地推动刀片,使油灰光滑。腻子层厚度为LMM。
水磨将环氧腻子完全固化,以便用400、600和800水砂纸将模具表面光洁。水磨应沿弧面平衡,自上而下磨削,不能无规律地抛光。用水砂纸的标签擦拭模具表面。
F。放置加固肋和挡板。将木材加工的肋条和分型面挡板放置在模具的指定位置,然后使用环氧树脂接头使两侧的交叉点成为半径R大于5mm的圆角。在安装之前,用环氧树脂腻子对木工零件进行平滑处理。
对聚氨酯腻子喷涂聚氨酯清漆后,用清水清洗干燥,喷涂聚氨酯清漆。油漆干后,用砂纸磨光。抛光方法同上。抛光后,用清水清洗干燥,然后喷聚氨酯清漆,然后抛光。
将模具蜡研磨并抛光到模具表面,然后用干净的纱布或毛巾来回摩擦,直到加热。每2小时上蜡抛光1次,一般要抛光5次以上。抛光机也可以使用,但速度不应太高。
(2)翻模。1模具脱模剂在抛光过渡模上涂过两次,涂层均匀,不应太厚。
2凝胶涂层凝胶涂层通常涂漆和喷涂。胶衣通常是2次。脱模剂干燥后,首先涂上第一层胶衣,然后尝试均匀连续涂抹。当第一层涂层粘稠且不粘时,可以涂上第二层涂层。 ,
第二刷和第一刷的方向应垂直。模具胶层厚度(300-4009/m2,每道不超过0.15mm)约为产品胶层厚度的1.4倍,以满足抛光的需要。模具塑料涂层的颜色一般为黑色。当检查光线时,很容易发现模具表面不平整的部分。可加入触变树脂或气相硅粉,以避免树脂在垂直或倾斜表面的损失。触变树脂和气相硅粉的用量分别为15%-40%和1.0%-2.0%。通常用量是基于对不流动胶的控制。胶衣配方为:模具专用树脂100份,色浆1-5份,引发剂2-4份,促进剂1-4份。
3涂覆层开始凝胶时,应立即用一种较软的增强材料将负模的浆料放置。表层补强材料应选用玻璃纤维表面毡,既可加强胶膜层(防止裂缝),又有利于胶膜层和结构层的粘合。结构层可以用厚厚的方形布制成。该基体是以间苯型低收缩树脂为基础的.较厚的模具(厚度超过7ram)可分为两部分。为了提高模具的刚度,防止树脂固化收缩和使用过程的变形,应沿模具的纵向设置加强肋,并对模具法兰面进行加固。木材、硬质聚氨酯泡沫塑料或聚氯乙烯泡沫塑料通常用作加劲肋的核心,芯应涂覆5层以上的增强材料。
(4)表面处理的一般糊状模具必须固化24小时以上,然后才能脱模、加工、切断,再进行砂磨,其顺序为:连续使用400~2000水砂纸,研磨时冲洗。然后用L#抛光剂进行中粗抛光,用3#抛光剂进行2次抛光和3次精细抛光,达到镜面效果。清洗模具表面,用毛巾去除水滴后,用纱布将蜡均匀涂在模具上,一遍又一遍地擦,直到热为止。此后每2小时一次,新模具需要5个蜡才能投入使用。11.5.2冷却塔手工糊状成型工艺
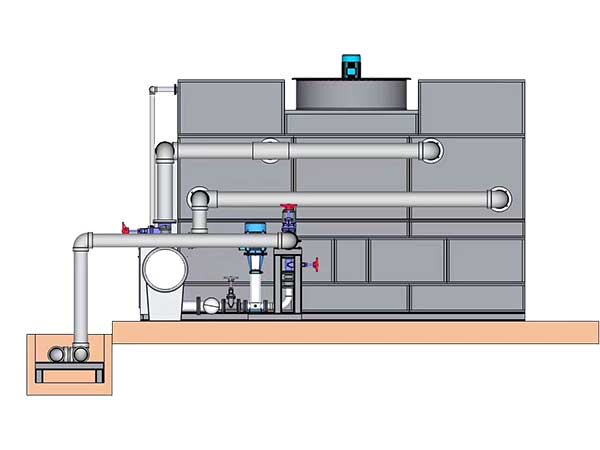
原材料的选择塔体是冷却塔主体的大部分,承受各种负荷。它必须在一定的温度,湿热和水喷雾下长时间工作,并承受塔的每个部分的重量,风力涡轮机的重量,风荷载,包装和积水,风扇运行期间的负压,维修和安装人员的重量,雪和地震力。根据上述工况,FRP冷却塔的塔体应采用复合结构,材料的基本要求如下。
(1)冷却塔运行时,塔身表层长期处于湿热喷水环境中。因此,玻璃钢塔体的表层材料应具有良好的耐水性和耐热性。
(2)塔身强度结构应具有足够的强度和刚度,以承受各种荷载的共同作用。
(3)由于塔身在室外使用时间较长,有必要暴露在紫外光和大气变化的作用下。因此,塔的外层材料应具有良好的耐大气老化性能。
(4)所选原料应具有良好的阻燃性或自熄性。塔体中使用的阻燃树脂的氧指数需要大于26,并且阻燃树脂的玻璃料应具有大于28的氧指数。
以上就是冷却塔厂家能杰能(深圳)为大家带来方形冷却塔与圆形冷却塔的区别(各种型号方形冷却塔)的全部内容了,能杰能(深圳)专业冷却塔填料维修,,冷却塔减速机器维修,冷却塔风机,冷却塔电机,冷却塔皮带箱等冷却塔配件维修更换以及冷却塔降噪维修,冷却塔噪声治理,涵盖深圳,广州,珠海,惠州,东莞等,致力于打造变成优质的冷却系统和配套设施服务项目的厂家。